|
 | |  标准钻头 标准钻头 |  | | 标准直柄合金钻头
天工钻头产品按其结构特点和用途可分为扁钻、中心钻、麻花钻、直槽钻、深孔钻、和枪钻等,生产中使用最多的是麻花钻。适用于普通切削的刀具种类很多,主要包括高速钢钻头和硬质合金钻头。
硬质合金产品大致分为:
1, 整体硬质合金麻花钻(内冷/非内冷)
2, 整体硬质合金麻花精切钻
3, 整体硬质合金三刃麻花钻
4, 整体硬质合金直槽钻
5, 整体硬质合金定心钻
6, 整体硬质合金铝专用麻花钻
7, 整体硬质合金内冷阶梯钻
高速钢产品大致分为:
1.高速钢麻花钻分为 国标(GB/T6135.3)
(1)轧制麻花钻 工艺:轧制 材质4341/6542
(2)全磨制麻花钻 工艺:全磨制 材质M2
(3)全磨制含钴麻花钻 工艺:全磨制 材质M35
2.等柄钻
等柄钻 工艺:铣制/全磨制 材质4341/6542
3.锥柄钻 国标(GB/T1438.1)
轧制麻花钻 工艺:轧制 材质4341/6542/M35
4. 锥柄长麻花钻 国标(GB/T1438.1)
使用注解:
1. 天工硬质合金麻花钻系列产品应在高刚性大功率机床上使用
2. 应保证主轴--刀柄—刀尖跳动误差在0.02mm范围内
3. 使用内冷麻花钻头时,应保证内冷压力小于:Ø5时20kgf/cm2, Ø10时15kgf/cm2, Ø15时10kgf/cm2,内冷直槽系列产品因为排屑困难,内冷压力还应相应提高
4. 天工的推荐参数需根据实际加工情况进行调整
| |
|
 | | 仿形铣刀 | | |
仿形铣
1.圆弧切削刃低阻力设计,具有良好的切削性
2.RP刀片平板锁紧构造使刀片紧紧固定,抑制刀片在加工中旋转实现稳定加工。
3.适用于钢材、铸铁、不锈钢等材料粗加工至精加工
| |
|
 | | 特殊刀具定制 | | |
我们根据数控机床做整体配刀方案。
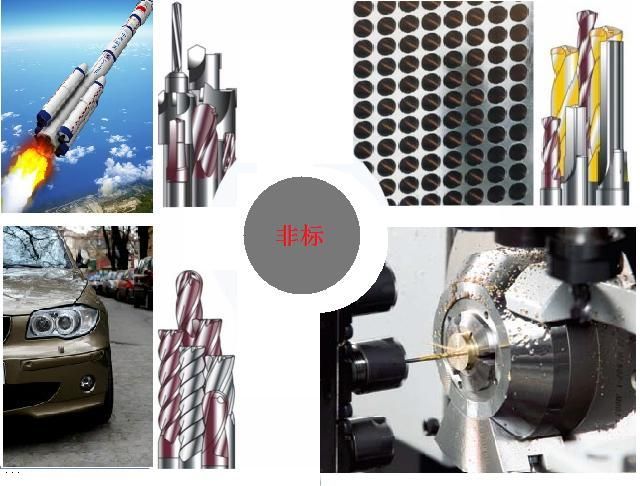
天工一直专注非标刀具的生产,目前已建立了四大核心客户群体:汽车、航空航天、飞机制造及精密机械行业。
天工技术部全面借鉴国外的生产体系,针对不同刀具和不同加工条件优化设计,优选适合的硬质合金棒料,依靠严格的制作标准和丰富的刀具设计数据库与生产经验为制造高品质的刀具提高了可靠的质量保证。
成型刀图示:




| |
|
|
 | | 快进给 | | |
快进给
1.大圆弧曲线刃设计,提升R角强度。
2.多段线刃型结构设计,优化不同切深下的加工效果。
3.特殊槽型设计,有效降低切削温度。
4.适用于通用模具行业及机械行业的平面铣削以及型腔铣削等形式的加工。
| |
|
|
 | | 车削刀片 | | |
车削
1.专用槽型设计,兼顾强度和锋利性,以及优异的断屑性能。
2.丰富牌号搭配,满足不同客户需求。
3.适用于碳钢、合金钢等普通钢件通用车削
| |
|
 | | 标准铣刀 | | |
硬质合金铣刀
天工铣刀大致分为:
1, 整体硬质合金MU通用加工立铣刀
2, 整体硬质合金MU粗加工立铣刀
3, 整体硬质合金MH高硬钢加工铣刀
4, 整体硬质合金MS不锈钢通用铣刀
5, 整体硬质合金MA铜铝合金通用铣刀
6, 整体硬质合金MG石墨加工铣刀
7, 整体硬质合金MM手板加工铣刀
| |
|
|
 | | 面铣刀 | | |
面铣
1.双面负角设计,高经济性。
2.特殊槽型设计,切削轻快,排屑顺畅,兼具高强度及加工稳定性。
3.适用于钢、铸铁、不锈钢等材料的加工。
| |
|
 | | 非标定制 | | |
天工工具可根据客户的具体生产要求、 产品图纸或刀具图纸,进行非标刀具、标准刀具的专业设计及制造。



质量控制 公司严格按照ISO9001:2008标准体系维持质量控制,并全面采用日系制造标准。针对不同刀具和不同加工条件优化切削刃设计、优选进口硬质合金棒料。丰富的刀具设计与生产经验为制造高品质的刀具提供了可靠保证。


ZOLLER刀具检测仪
技术力量 我们所使用的主要设备,如ANCA 5 轴联动CNC 精密刀具磨床、数控光学曲线磨床,高精密光学投影测量仪,万能刀具测量仪等,全部从澳大利亚和日本进口。


ANCA5轴CNC及光学曲线磨床
服务快捷
可靠的技术力量和丰富的刀具设计经验,缩短了制造周期和交货时间,可根据实际情况在3-7个工作日内交货。公司贯彻“客户至上”的服务理念,接受客户加急条款(需要额外支付加急费用),天工现代化的配货中心与DHL,TNT,顺丰,全一等建立了紧密良好的合作关系。便捷快速的物流通道保证刀具在第一时间送达,确保客户生产的顺利进行。
| |
|
|
 | | 方肩铣刀 | | |
方肩铣
1.完善的刀型方案从2刃正角刀片到6刃负角刀片满足不同客户工况需求。
·APMT正角刀片满足低切削阻力需求4NKT负角刀片更进一步提升经济型。
。WNMU及XNEX 6刃规格高经济性大前倾角度阻力更小抗振能力强,厚规格设计刀片抗崩刃性更优良。
2.搭配不同牌号适用于钢、铸铁、不锈钢等材料的加工。
| |
|
 | | 锯片铣刀 | | | 锯片铣刀
天工工具“GAINTOOL” 90M系列锯片适用于加工各种金属材料及难加工材料,加工的光洁度高,提升加工效率,尤其针对高难加工材料,是轻纺、电子、光学、眼镜架、制锁等行业加工的先进刀具。
天工出品锯片轴向、径向跳动≤0.01 mm。尺寸、公差、齿型等均可依贵司要求加工。高速钢锯片铣刀亦可依要求加工外径规格从:5.0~1000 mm,厚度:0.15 mm以上均可(厚度跟外径尺寸大小有关,具体根据尺寸大小定夺)
使用注意事项:
1、刀具安装在主轴上精度,径向跳动量0.01 毫米,轴向跳动量0.01毫米。
2、机床要求精度高,主轴传动平稳进给量稳定,冷却液充分。


合金锯片

圆切刀


高速钢锯片

高速钢错齿三面刃
| |
|
|
|
共计:15条记录 页次:1/1 每页:20条
1 |